【视频】碳纤维汽车改装件真空导入工艺制作过程
2022-03-31 12:21:09热度:134°C
2022-03-31 12:21:09热度:134°C
原标题:【视频】碳纤维汽车改装件真空导入工艺制作过程
树脂真空导入工艺
从模具开始到最终光亮产品的整个真空袋导入工艺的过程以及所使用的设备和材料,本文一一做了详细的介绍。
什么是树脂导流?
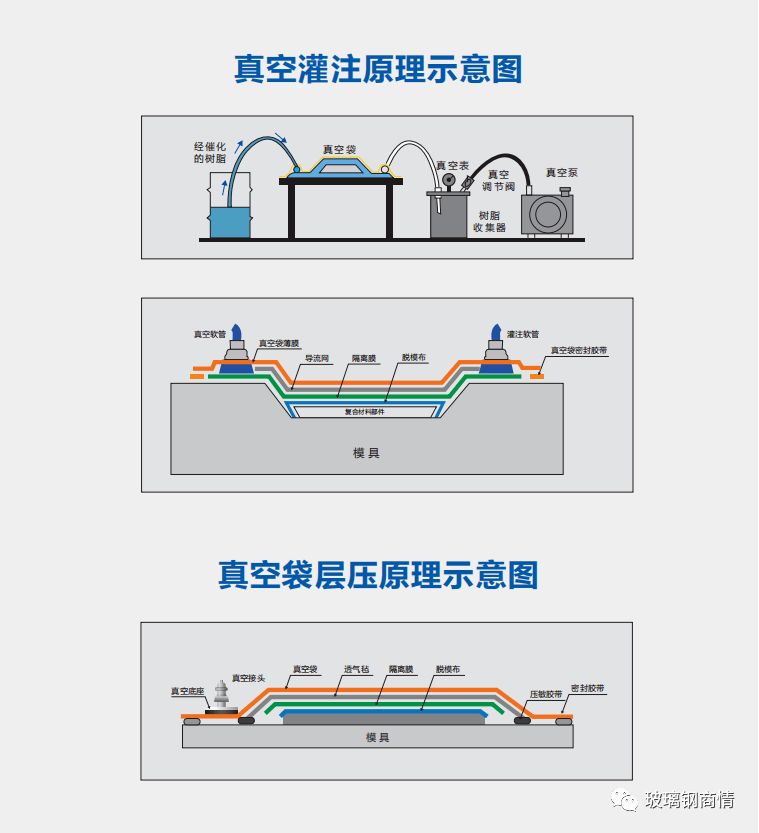
首先在模具上面铺放增强物,即“干”织物(不混合任何树脂),然后在铺设真空辅助材料(如脱模布,导流网,真空袋),最后使用真空泵进行抽真空。一旦所有的空气从真空袋中抽出,复合材料在大气压力下完全被压平,液体树脂(已混合固化剂)便可以通过软管被引流到增强物中,在真空下流经整个增强物。当树脂完全灌入增强物中,切断(使用管夹)树脂供应,剩下的就是树脂固化了(仍然在真空下)。
树脂导流工艺如果操作正确,可以制作出强度和外观质量均令人满意的玻璃钢部件。与传统的湿法手糊工艺相比,避免了树脂富余和性能不稳定。同时,消除了孔隙(增强物铺设时周围的死角)和制件中的小气泡。树脂导流的质量,即制品的强度,接近使用预浸料工艺。
准备–你需要的材料、设备
树脂导流成功的关键因素:需要提前准备正确的真空设备、辅助材料等。这虽然不属于工艺过程,但是绝大多数情况出现导流故障或问题,是使用了不正确的材料或设备造成。
模具
模具的边缘要足够大的法兰边,用于固定真空辅助材料。模具的表面质量决定了你的产品的表面质量。如果你使用复合材料模具,模具的表面材质最好是环氧模具胶衣或乙烯基模具胶衣;当然,其他模具比如玻璃、金属钢或铝也可以。
设备
真空泵:可达99.99%以上的真空度。
硅胶接嘴:放在真空袋中用于连接树脂进料管路和抽真空管路。
树脂收集器:如果你仅使用一两次导流工艺,也可以用透气毡来代替树脂收集器来收集少量的树脂;但是长期使用,最好投资一个专业的树脂收集器。
真空袋辅助材料

真空袋薄膜
真空密封胶带
导流网
脱模布
PE螺旋管
PE真空管
压敏胶带
树脂收集器
真空泵
材料
脱模剂(脱模蜡、PVA或化学脱模剂)
增强物,如导流毡、短切毡或玻璃纤维布
真空导流树脂
一步一步的指导
1.准备模具表面
模具表面应使用脱模剂。半永久性脱模剂是一个非常可靠的高光脱模剂,使用正确将获得一个高质量的表面。应用:用无绒布在模具表面上涂化学脱模剂。擦上脱模剂,等待片刻开始蒸发(1分钟,和温度及脱模剂种类有关),使用第二片无绒布,轻轻的画圆擦掉多余的脱模剂。在新的、未使用过的模具表面涂抹6层,每层之间最少间隔15分钟。最后一层涂完之后至少要30分钟之后,才可以使用模具。
2.裁剪和铺放增强物
根据成型需要,裁剪适当尺寸的增强物。如果可以,用一层增强物当作样板来裁剪其余层。确保你剪下的布料足够大,可覆盖的产品所有边缘,并考虑后期需要切割的毛边。将增强物铺放到模具之中(你也可以一次铺放多层)。对于复杂模具,尤其是那些凹凸不平的或者多轮廓的,有时候需要使用定型胶,将织物粘到模具表面以及每层之间的粘接。
3.添加脱模布
脱模布,在树脂导流套装中,是作为工艺材料的第一层,完成产品后可以从产品上撕掉,留下一个比较一致的表面,也可作为一种理想的粘接面。通常,脱模布只铺一层,铺盖增强物整个表面。没必要将脱模布在增强物的边缘重叠,但确实要覆盖全部,所以通常裁剪面积比增强物略大。
4.添加导流网
导流网(也称作“导流介质”)用于确保树脂可以从树脂导流管(和螺旋管)中,自由贯穿到层压件中。这种形状的导流网意味着,即使在全真空下,仍有间隙以便树脂流动。导流网也需要铺一层(必要时可多层重叠,也不会造成任何影响)。
5.固定螺旋管
螺旋管是一种螺旋缠绕的塑料管,用于提高树脂从进料管到层压件的流动。树脂将沿着整个螺旋管而分散,因此标准的做法是:固定螺旋管在一端边缘(即树脂进料管固定的这一端),这意味着树脂沿着模具的一侧向另一侧迅速均匀地分布。螺旋管必须直接固定在导流网上。确保树脂可以更容易地从螺旋管进流到导流网中。
6.固定树脂进料端的硅胶接嘴
硅胶接嘴是一种黑色的硅胶接头。它的底部有通道,可以从一边运行到另一边。螺旋管可以从该通道穿过,确保树脂可以从树脂进料管经过接头流到螺旋管中去。将树脂进料接头固定在螺旋管的中间部位。将接头按在螺旋管之上,以便螺旋管可以在接头的底部运行。
7.固定抽真空端的硅胶接嘴
这也是硅胶接头。把硅胶接嘴固定在导流网上(有时候,为了不减小吸收过多树脂的风险,而将硅胶接嘴固定在脱模布上),在树脂进料螺旋管的对面的一端。
8.密封胶带
密封胶带像是一种很黏的橡胶带。这种胶带被广泛地应用在所有真空袋工艺中,它柔软的特性可以高效的提供一个密封环境。
9.铺放并粘住真空袋
现在是时候用真空袋来包裹所有东西了。优质的真空袋薄膜不仅结实(不容易被刺穿)而且有适当的伸展性。从大局上考虑,劣质的真空袋导致偶然损坏产品才是更大的浪费。当使用真空袋时,确保模具的外形和轮廓都有足够的真空袋包裹时非常重要的。真空袋铺放不正确以至于在模具角落有任何“架桥”,都会导致最终产品的树脂过量,降低强度和质量。
剪下一块足够大的,比模具面积大50%的真空袋薄膜。从角落里开始,撕去密封胶带背部的纸,按下真空袋薄膜,贴到露出来的密封胶带上。沿着模具边缘移动,撕去胶带背部的纸然后贴住真空袋膜,边撕边贴。
正如你把薄膜粘到胶带上,尽可能小心,真空袋不要有一点褶皱或者折痕。用你的手指牢牢的按下去,边按边揉,使真空袋薄膜和密封胶带粘在一起,建立一个密封环境。如果你完成了真空袋密封,但是有泄露(后面我们会做泄露测试),那么可能是因为真空袋的褶皱或者折叠导致的。
10.连接并密封树脂进料端的真空管(也叫导流管)
当真空袋粘接好之后,你可以在真空袋上弄一个口子用来连接树脂导流管。在树脂进料硅胶接头的正上方,用一把剪子或者小刀把真空袋弄一个切口。剪下一段PVC真空管,其长度是从放置进料罐的位置到真空袋上的进料接头。当你切PVC软管时,做一个斜角(约45°),以至于软管不会意外地在底部密封住。将软管有斜角的一端,通过真空袋上的小孔,按到进料接头的洞内。确保软管确实连接到进料接头中。通过在软管周围包围一圈密封胶带,把软管密封到真空袋上。按牢固,确保密封胶带制造了一个密封的环境。
11.连接并密封抽真空端的真空管
重复上一步骤,这次是使用另一根PE注胶管,用于连接树脂收集器和真空嘴。软管切成一个角度,在真空袋上切一个小孔,把软管推进真空袋中的真空嘴中,然后用密封胶带密封。
12.树脂进料罐
树脂进料罐应牢固地定位在模具附近。树脂进料罐在导流期间不能跌倒,这是至关重要的。导流管可以自始至终连接到进料罐的底部,如果需要的话可以使用曲别针或别的东西使软管保持固定。
13.连接真空泵和树脂收集器
真空管的另一端连接到树脂收集器上,接着,剪下一段PE软管,将真空泵连接到树脂收集器上。
14.夹紧树脂进料端的导流管
在树脂进料罐一端的进料导管上放置管夹,确保创造一个密封环境。
15.打开真空泵
一切就绪,现在我们打开真空泵。
16.抽真空,调整真空袋
当空气被从真空袋内抽走,你将会看到真空袋紧紧贴在模具表面。这种情况下,你应该挪动并调整真空袋,模具上某些复杂的区域需要更多真空袋。所有真空袋工艺(树脂导流工艺,真空袋压工艺甚至预浸料工艺),这个过程都是必不可少的,所以要非常关注这个步骤。
由于袋子开始逐步变紧(当然不是全部抽空,真空袋也不会压紧),暂时关掉真空泵。这时你可以挪动并要重新定位,需要的地方弄些褶皱,确保真空袋没有架桥。
在你最初的几个项目中,你可能会少估算了真空袋薄膜的使用量。如果发生这种情况,你会发现,这个阶段,因为真空袋将在模具的某一处架桥,但是也没有多余的真空袋来调整了。一旦发生这种状况,很不幸,你要停止,撕下袋子(和密封胶带),用足够大的真空袋来重新再做一次。如果你继续使用这么小的真空袋,产品质量将大打折扣。
17.真空泄露测试
打开真空泵并抽真空。你会看到真空计的指针开始上升。不用关掉真空泵,等到指针接近完全真空。必要时调节真空袋薄膜确保没有架桥。
几分钟后,真空计的读数接近100%。由于变化的大气压力和校准的计量表,即使已经达到全真空,指针可能不会准确的指到100%真空。要知道何时达到完美的真空,最实际的办法是:看真空泵,是否有任何真空泵油从泵中蒸发出来。全密封时,泵的声音会略有改变,真空泵油的蒸汽会停止从真空泵中蒸发出来。
此时,应进行真空“泄露试验”,关闭真空泵阀门,关掉真空泵,用管卡来夹紧树脂收集器(在真空袋一侧)的导管,等待至少15分钟。15分钟后,细心观察真空计,打开管夹;如果读数下降,那么真空袋有泄漏,必须要进行调整。如果不完全密封,用力按压真空袋和密封胶带,直到完全密封。
18.量取正确的树脂用量
树脂的用量取决于你的项目的尺寸和增强物,层数越多,使用的树脂越多。
19.搅拌树脂,添加到进料罐中
一旦你算出需要多少树脂,接下来你还需要算出正确固化剂,然后搅匀。
所有的树脂,都需要正确的比例,准确地测量并充分混合。
用电子称称重,搅匀树脂以及固化剂。在容器中搅匀树脂,然后把树脂倒入树脂进料罐中。
20.等待10分钟,让树脂中的气泡排出
根据你使用的树脂的活化时间,你可能会有时间静置树脂让其排出气泡。如果你选择的树脂活化时间很短,则直接跳过这个步骤。
21.打开树脂进料端的导流管上的管卡
保持真空泵运行,轻轻拧开树脂导流管上的管夹。当你拧开螺母你会立刻看到树脂被吸进导流管开始导流。松开螺母,确保树脂灌入没有收到任何限制。
22.监控导流
取决于部件的尺寸和外形,螺旋管的设计和增强物数量,树脂会灌注几分钟或1小时,才会充分注入整个产品。
因为树脂进料罐是在大气压下,只有树脂的粘度来隔离进料口接头周围的内部压力,所以,在这一区域的真空袋不会绷的很紧,并且会有较多的树脂在这里累积。因为这个原因,对于较大项目的树脂导流,常常会再次关闭树脂进料,等待该区域内的树脂分散至产品中;然后,真空袋会再次压紧模具,之后再开进料口继续导流。
23.导流截止
当树脂抵达树脂收集器时,用管卡关闭进料口端的导流管,停止导流
24.真空截止
根据项目的大小,让树脂在真空管中持续抽出10秒至30秒。这有助于排出树脂中的空气以及抽出产品中多余的树脂。然后再用管卡关闭抽真空端的真空管。
25.关闭真空泵并等待产品固化
此时,产品已经与进料和真空完全分离了,关闭真空泵,等待产品固化。确保等待足够长的时间让树脂固化,才可以尝试脱模。环氧导流树脂,一般固化较慢,所以通常最好等待24小时以上。
因为过量的树脂(已混合固化剂)聚集在某处,可能会剧烈放热,你应该注意进料罐和树脂收集器中的树脂(如果很多的话)。注意:环氧树脂的剧烈放热可能会导致自燃!
26.去除辅助材料,脱模产品
当产品已经固化,就可以撕除真空袋、螺旋管等辅助材料了,在剥离脱模布和导流网(我们建议在导流网和脱模布的一边割一些口子,然后你可以轻松地一条一条的剥离)。除了硅胶接嘴可以重复使用以外,其他辅料都不再回收了。将产品从模具中脱离!
27.后处理
脱模后,产品应当拥有一个完美的表面质量,没有任何气泡或孔隙;同时产品非常有强度,并且很轻,可以切割产品的多余边缘或对产品钻孔修改等等。如果是高端碳纤维制品以后使用时需要承受较多的阳光直射、摩擦或其他磨损,建议用2K清漆给予保护。返回搜狐,查看更多
责任编辑:
上一篇 : 27岁TVB小花成功挑战唇膏放锁骨在真空袋中憋气演死尸被赞敬业
下一篇 : 干湿两用,轻松真空密封,蓝宝真空保鲜机体验